在设备机械故障中,常见的机械故障检修处理方法有如下几种:键销联接装配、螺纹联接的装配、液压修理。现分别介绍各种处理方法的标准规范。(注:进入生产区作业人员,必须根据现场作业要求按规定穿戴好个人防护用品,佩戴安全帽,遵守《职业健康安全/环境管理制度》的各项管理规定。)
一、 键销联接装配
1、 平键装配
在装配时,它与轴上键槽的两侧面的配合必需带有一定的过盈量。这样,在传动中反向时不至产生松动。在修理工作中,键与键槽的配合往往已有间隙产生了松动。对于已松动的键的联接,在修理时,必需先修整轴与轮毂上的键槽,使其宽度一至,并更换新键。键可以刨成长条形,其宽度留有放磨量,装配时在平磨上单配键宽。在键与槽的配合至精度要求后,根据其长度锯下,修锉圆头。键在安装于轴的键槽时,必须与槽底接触。
2、 花键的装配
花键连接多数为滑动配合,花键孔一般是由拉刀加工,花键轴是由滚或铣加工,因此轴与孔的配合比较准确。在装配时必须对轴与孔上的锐边与毛刺加以清理,以免产生拉毛,咬住现象。然后着色检查并修轴与孔的配合,直至花键孔能在轴上自由滑动为止。
3、 圆柱销联接的装配
圆柱销联接一般使用在中分面的定位与在加工工序中作定位用。圆柱销的配合要求过盈,经拆卸后而失去过盈时必须重新钻铰尺寸大一级的销孔并重配圆柱销。
4、 锥销联接的装配
锥销使用于两个联接零件在装配时或修理后,找正其相对位置精度后定位用。它的优点是;装拆方便,可以装拆几次而不致损坏连接质量。锥销锥度为1:50,具有自锁作用,可保证联接件的定位精度。锥销的定位精度决定于锥孔与锥销的接触精度,锥销是标准件,因此定位精度主要决定于锥孔的精度。锥孔的接触精度可以用1:50锥 度塞规进行着色检查,接触面要求大于60%并要求均匀分布,上下两连接都应均匀接触。对高精度机床的部件其锥度接触率应大于80%。
二、 螺纹联接的装配
螺纹联接是一种可拆的固定连接。在装配时,被联接件的接触面,螺母支承面等处均应保持平整,清洁。装配的螺钉(栓)应涂油防锈,便于拆卸。
螺纹联接在有振动的工作条下时,为了防止螺钉和螺母回松,必须采取防松的保险装置。
螺纹联接的防松措施有以下几种:
5、 双螺母
在螺母装配后达到规定的拧紧力矩后,将另一只薄形螺母拧入。拧紧薄型螺母时,必须同时用两只扳手将薄型螺母与螺母相对地拧紧到一定的程度。
6、 开口销
螺母应在拧到规定的力矩公差范围内槽对准俏孔。开口俏插入后,应将开口销弯向螺母一端并垂直紧贴于螺母的六角对边。
7、 弹簧垫圈
只用于外螺纹联接,弹簧垫圈两端在轴向所扳开的距离应不小于弹簧垫圈厚度的一半。拧紧以后,弹簧垫圈的四周应贴合在螺母面及零件的支承面。这种防松装置应用较普遍。
8、 钢丝锁紧
对成对的或成组的螺钉或螺母,可以用钢丝穿过螺钉头互相绑住以防止回松。用钢丝绑的时候,钢丝绕转的方向必须与螺纺旋紧方向相同。
对于紧定螺钉。可在圆周上绕一周钢丝,并使钢丝嵌入紧定螺钉的起子槽内,防止转动松出。
9、 点铆
用点铆方法防止螺钉的回松,这种方法 用于不能经常拆卸的沉头螺钉上。
10、 保险垫圈
开槽圆螺母是以止退垫圈来防止螺母的回松。圆螺母拧到一定紧度以后,必须将螺母中最接近止动垫圈上的翅片的槽,使其对准,并将翅片弯入槽内。
1) 镀铜螺栓
在螺栓的螺纹上镀以厚度为0.005---0.01的铜层,使用时只要直接拧紧即可防松.
2) 多螺钉联接的压紧次序
方形或圆形端盖在多螺钉连接的情况下,螺钉的压紧次序必须合理选择,并做到分次逐步旋紧,不然引起端盖倾斜,影响传动零件的准确传动。长方形布置的多螺钉联接,压紧的次序必须从中央开始,逐步向两边对称地扩展进行方形及圆形布置的多螺钉联接,必须对称地进行。
三、 液压修理
一般液压系统可按图示分为能源,控制和工作三大部分(如图1所示)。控制部分又可分为控制能源和控制工作两部分。
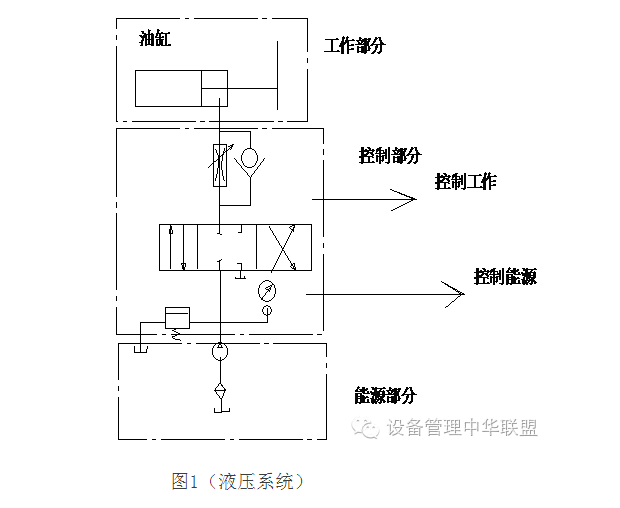
检修时,首先开动油泵电机,检查有无大面积泄漏以及电机是否反转。看看油箱油位然后,按下压力表开关检查其系统压力。如有压力,可进入第二步检查;如没有压力,则应检查溢流阀,把阀调节到压力最高极限(即将阀按顺时针方向旋转到底)。如仍无压力,则关闭电机,换上同型号的阀试一试,或者把阀拆洗后再装入试压。试时,如电机出现低沉负载声,可调换压力表,检查压力表是否失灵通过以上检查,可大至上排除能源部分各控制部分的故障。
当系统压力正常而工作台仍不进给时,需要作第二部分检查。首先,检查三位四通换向阀的阀芯是否灵活。检查方法是把阀芯左右推动,看其是否靠弹簧压力复位。并观察工作台动向。如阀不好,可以调换同型号的阀进行试验。然后,检查单向节流阀,是否是否调节到了流量最小极限,使工作台进给时回油腔无法回油。再检查工作台是否有其它东西卡死。通过以上检查,系统故障基本可以排除了。但也要注意某些特殊情况,如管路接反,管接头不通等。
当出现故障时首先检查系统压力,就可以抓住主要矛盾。有压力,就可以把能源和控制能源部分排除在外;不需要检查;无压力,可以暂时把工作和控制工作部分排除在外。但有时也可能同时出现。这在机床初步调试时较多,在修理时则极少出现。控制部分如溢流阀和换向阀出现故障较多。总之,当出现故障时,首先应抓住主要矛盾认真检查,就可以较快地排除故障,减少修理工时。
编制: 审核: 批准: 日期:
转载请注明出处。

 关联文章
关联文章
 精彩导读
精彩导读




 热门文章
热门文章 最新标签
最新标签