振动检测技术在企业设备维护中的应用
一、振动基础知识1、为什么要量测振动?
各种设备的所有机械问题及电气问题均会产生振动讯号,如果能掌握振动的大小及来源,就能在设备尚未严重恶化之前,事先完成检修工作,以避免造成设备更大的损坏,而影响生产或增加维修费用。振动大小与设备问题的严重性息息相关。
2、做振动检测的好处有哪些?
1)、从振动情况了解设备及机械组件的状况。
2)、振动情况可作为是否停机之依据,降低意外当机的机率。
3)、新机台的验收、维修后机台的验收。
4)、降低保养成本:提升人力资源运用及效率、加强零组件及备品存量控制等。
3、振动的基本常识—:表示振动的四大要素:振幅、频率、相位和能量
1)、振幅:代表振动的大小与设备或机械组件损坏的「严重程度」。
2)、振幅的单位有:位移值(mm)、速度值(mm/sec)、加速度值(g)
3)、频率:代表振动的来源,设备或机械组件损坏的「原因」。
频率的单位有:每秒发生次数(Hz或CPS)、每分钟发生次数(CPM)
4)、相位:代表测点间振动的相互关系,设备或机械组件的「运转模态」。
相位的单位为:度(o)
5)、能量:代表振动的破坏力,设备或机械组件损坏的「冲击状况」。
计算振幅时需以均方根值(rms)表示
4、振动值的表示方式有哪几种?
位 移 值 :1.在早期为大部份机械检测之标准单位2.目前常用于固定型非接触式位移量测3.低频(或低转速)量测时使用;
速 度 值:1.普遍使用于各种机械之振动量测2.不论高频或低频皆适用3.ISO标准所使用的单位(RMS值);
加速度值 :1.高频检测时使用2.最常使用于轴承检测3.振动冲击能量之检测。
5、Viber-A手持式振动检测仪有哪些特点?
1)、振幅量测范围广:0~200 mm/sec, rms。
2)、量测条件符合ISO国际标准,频率范围10~3200Hz。
3)、轴承状况检测,频率涵盖范围3200~20000Hz,以g值表示。
4)、使用一般9V电池做为电源。
5)、操作简易、价格便宜。
6、为什么要使用mm/sec, rms做单位?
1)、除要配合ISO国际标准之外,速度值不会因设备转速的高或低呈现振幅放大或缩小的问题。
2)、均方根值(rms)除代表振动的加权平均值之外,另代表一种「损坏能量」(Break Down Energy)的意义,此能量为导致机械磨耗、损坏的主因。
7、振动量测点的位置选择
设备的任何一个组件或部位发生问题时几乎都会产生振动,其振动会经由转轴、基座或结构传递至轴承位置,因此在做定期振动量测时,最好都能在轴承部位进行量测,而且最好能量测到每个轴承。
由于设备异常振动问题的研判必须仰赖比较各方向的振动值,才能做较准确的判断,因此除量测水平及垂直向之外,每根轴至少需量测一个轴向测点。
8、如何从量测数据找出设备问题?
最常见的设备振动问题可归纳为:对心不良、平衡不良、轴承损坏、基础松动等四种。
1)、水平、垂直及轴向振动大(但是水平与垂直向的振动大约为轴向的2~3倍)—对心不良。
2)、水平及垂直振动大、轴向振动相对很小(水平与垂直向的振动大约为轴向的4倍以上)—平衡不良。
3)、总振动值在标准内,轴承状况值大—轴承损坏(或轴承润滑不良)。
水泥基座与基础螺丝的振动值如果不同—基础松动。
9、如何应用Viber-A手持式振动检测仪建立预知保养制度?
第一步:选定机台设备,进行设备分级 对于设备应依其重要性加以分级,通常分三或四级 (A、B、C、D),从衡量机台本身有无备台、损坏时工厂会立即停产、购置费用等决定等级。初期可先将A级设备纳入实施,再陆续纳入其它等级机台
第二步:选择检测位置,订立管制标准 依据讲义及操作手册,选择机台各个量测点,并建立振动管制标准,管制标准至少应包含:新机台验收标准、警戒值、危险值三种
第三步:建立检测周期,定期实施点检 一般机台之检测周期为7~30天;机台振动升高但尚未超过警戒值时,应缩短为3~15天;超过警戒值时,应每天实施检测一次
第四步:制作检测记录,追踪异常振动 振动之检测必须靠总振动值、轴承状况值、振动方向大小比较以及趋势变化的速度,才能有效进行问题研判,因此需要做检测记录
第五步:进行设备维修,调整管制标准 设备一旦在管制标准内损坏,就必须对该机台重新订立标准,设备若超过危险值均未损坏,也必须将标准再放宽,初期依照通用之标准建立管制值,但实施一段时间后每台设备应有不同之标准
第六步:召开检讨会议,评估执行成效 每个制度的推动都应定期检讨实施成效及案例发表,并针对执行缺失进行改善,对于优良案例及执行有功人员亦应给予适当奖励
(二)在所有的非破坏性分析检测讯号(电压、电流、温度、压力等)中,能提供最丰富的讯号的就是振动讯号。
如前一单元所言,一个完整的预知保养系统必须涵盖所有讯号分析检测技术,然而,不可讳言的,振动分析检测技术始终是预知保养系统之根本。
10、何谓振动?
振动是一物体相对于某一个参考点的往复式移动。
以弹簧悬吊一个重量为m的物体为例,当物体被拉下再释放后,倘若忽略所有摩擦、空气阻力,则弹簧会以其原来的平衡点为基准,上下来回不停的移动,此种模式的振动亦称简谐振动。振动讯号图 任何振动讯号都是由不同的振幅、频率及相位三大要素所组成,从事振动分析的前提为:三大要素对机械设备而言,都代表着不同的意义。
▲ 振幅大小代表设备运转异常状况之严重性
▲ 频率分布代表设备损坏或振动来源之所在
▲ 相位差异代表设备运转所产生之振动模式
▲ 时间波形(Time Waveform):时间波形是以振幅对时间为坐标的方式来表现振动讯号,时间波形对于初学者分析较为困难,从时间波形中最容易得到的讯息是有无冲击现象,这是判断轴承及齿轮等是否损坏很宝贵的讯息。
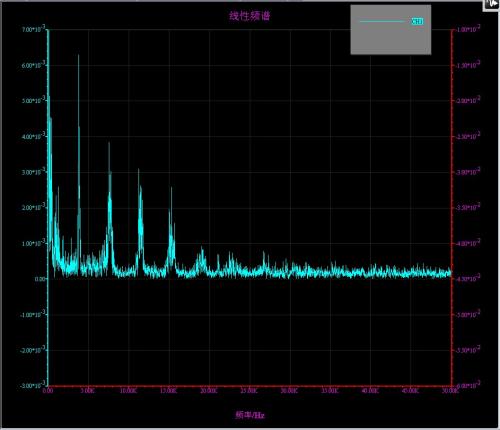
▲ 频谱(Spectrum):由于时间波形大都呈现相当复杂的讯号,为使振动讯号变成较易诊断的讯号,一般会将时间波形讯号经过快速傅利叶转换(FFT),形成频谱。
频谱是以振幅对频率为坐标的方式来表现振动讯号,振动讯号经过FFT转换之后,从设备上所量测到的各种不同频率已被区隔开来,而且各个频率都有不同的振幅值,如此我们已经掌握了振动讯号三大要素中的其中两项。从这两项讯息中,即可大略判断设备的问题根源及其严重程度。
11、振动讯号量测技巧简述
以下三点都与所搜集的量测讯号息息相关,三者之任何一项未审慎考量运用时,都会使分析结果准确度降低,甚至量测所得资料毫无意义。
1)、量测工具之选用:单(双或多)频分析仪、传感器(Sensor)、探头(探棒或磁性座)、相位读取计等。
▲加速度传感器(加速规)性能
可用频率范围较广
质轻、尺寸小
可耐高温
可靠性、稳定性佳
输出为低位准,高阻抗信号,需接信号放大器
▲敏感于安装方式及安装扭力等。振动传感器的灵敏度具有方向性,其中最灵敏的位置在传感器的中心线上。使用磁性座或探棒均必须固定锁紧。不管是否使用磁性座、探棒或直接量测,均必须将传感器垂直紧紧附着于被测面上量测。
每个轴承都必须量测其垂直、水平及轴向。
2)、量测参数之设定:频率范围、分辨率、取样、平均化模式、积分方式等。
3)、量测位置之决定:是否靠近轴承位置、垂直(水平、轴向)量测是否正确、探头及连接现是否摇晃等。
12、一般转动机械振动分析诊断(频谱分析)
使用振动分析技术诊断机械问题时,必须尽可能搜集掌握所有可以得到的信息,其中包括:
1)、机械设备设计资料:工作转速、临界转速、轴承型号、设备型式、联轴器型式、叶轮叶片数、齿轮齿数、皮带轮直径、皮带轮中心距、电源频率、管路设计等。
2)、现场感官检视记录:基础、基座、固定螺丝、管路、轴承润滑、轴承温度、异音噪音、异常传动等状况。
3)、损坏维修历史记录:各种保养周期、损坏原因、损坏情形、更换零组件、各种校正记录等。
4)、其它检测分析记录:温度趋势、振动值趋势、表压、电压、电流等。
5)、各种振动分析讯号:频谱、时间波形、相位分析、 共振分析、模态分析等。所有分析讯号需考量仪器功能、设备特性、振动讯号本身,决定撷取该项讯号之必要性。基础振动频谱分析说明 以下将针对最常见机械问题所呈现的频谱加以说明,作为基础振动频谱分析之概念,惟于实际从事设备振动分析诊断时,应充分掌握前述之各种信息,灵活运用振动原理及量测技巧,方能有效掌控设备真正问题及其严重性,切忌以套用简易频谱分析诊断法则,而给予设备错误诊断,切记一个错误的诊断除会增加保养成本外,亦会快速导致机械维修人员对振动分析技术丧失信心。
13、从事振动分析诊断者,应本振动分析第一法则:「知之为知之,不知为不知,是知也。」当发现无法确认的问题时,适时请教振动分析专家,可避免错误诊断,亦可提升自己的诊断技术。
1)、平衡不良状况诊断
当转动件惯性轴心线与转动轴心线不在同一直线上时,此转动件即为平衡不良。
(1)、造成转动件不平衡的原因
–转动件本身形状不对称
–加工制造上的公差
–组装安装不当
–转动件于运转时变形
–转动件破损磨耗
–转动件附着异物
(2)、平衡不良频谱特性
振动频谱主要发生于一倍转速
振动方向通常都发生于径向
轴向振幅很小,远小于径向之1/3
不论在径向或轴向, 2倍、3倍、4倍频之振动,几乎没有
2)、对心不良状况诊断
所谓对心不良是指联结在一起的两台设备的运转中心线不在同一直线上
对心不良的征状
–轴承、轴封、联轴器、转轴提早损坏。
–轴承位置有高温甚至大量排出润滑油等现象。
–基础桩螺丝有松脱现象。
–联轴器间隙过大或破损。
–联轴器有高温现象且橡塑料联轴器会有粉末排出。
–马达运转电流偏高。
–轴承损坏在轨道上有180度与内外对称磨损现象。对心不良频谱特性?振动频率主要发生于1倍、 2倍或3倍转速上
因大部份之不对心乃混合式不对心(角度式+平行式) ,故振动方向同时来自于径向和轴向
3)、.轴弯曲状况诊断
轴中心处的弯曲会造成1倍转速频率之振动,振动方向主要发生于轴向
靠近联轴器的弯曲会造成2倍转速频率之振动,振动方向亦发生于轴向
4)、.机械松动状况诊断
松动造成的原因大致可分为两种
外松动
–结构、底板、基础松动或螺栓松脱
内松动
–两配合组件之松动如轴与轴承内圈、轴承盖与轴承外圈、轴与叶片等配合不当
–振动发生于1× 、 2× 、 3×……7× 、 8×或更高之转速频率,径向和轴向都明显
5)、滚动轴承损坏状况诊断
轴承滚动件损坏频率(Ball Spin Frequency ,BSF):
BSF= 1/2 × RPM × Pd/Bd × (1 – (Bd / Pd × cos ψ)2 )轴承内环轨道损坏频率(Ball Pass Frequency Inner Race ,BPFI):
BPFI= 1/2 × RPM × N × (1 – Bd / Pd × cos ψ)轴承外环轨道损坏频率(Ball Pass Frequency Outer Race ,BPFO):
BPFO= 1/2 × RPM × N × (1 + Bd / Pd × cos ψ)轴承保持器损坏频率(Fundamental Train Frequency ,FTF):
FTF= 1/2 × RPM × (1 × Bd / Pd × cos ) 其中 RPM : 轴之转速-N : 轴承滚动体之数目 Pd : 轴承节径 Bd : 轴承滚动体直径 ψ : 滚动体之接触角
BPFI通常为转速×N ×60%
BPFO通常为转速×N ×40%
FTF通常为转速×0.4~0.6
BSF通常为转速之2~4倍
轴承组件损坏大部份均会产生HARMONIC并伴随着转速之旁波
标准之组件损坏顺序为BPFO、BPFI、?BSF、FTF
6)、转轴磨擦状况诊断
当旋转件与固定件磨擦时,其频谱与松动相似。通常会激发转速的整数分数的次简谐振动频率(1/2,1/3,1/4……)
7)、叶片状况诊断
叶片频率(BPF) =叶片数*转速,此为泵浦,风车和压缩机的固有频率。但若设计不当,扩散片磨损,管路陡弯,扰流阻碍或转轴偏心,皆会引起高BPF。
8)、扰流状况诊断
当空气在进出风车,压力或速度产生突然之变化时,会引起扰流现象.扰流通常会产生随机,低频的振动,范围约在 1~30 Hz间.
9)、孔蚀状况诊断
当泵浦入口压力不足时,易产生孔蚀(气穴)现象。孔蚀通常会产生随机,高频且宽频域的振动,会对泵浦内部机件造成腐蚀。
10)、齿轮状况诊断
齿轮啮合频率(GMF)=齿数*转速。GMF为齿轮机构固有之频率,其大小代表负荷之多寡,而非磨耗.
11)、齿磨耗,偏心或两轴不平行
齿轮自然频率会被激发出来f n。GMF会变大,并伴随着磨耗齿轮转速之旁波(side band)。磨耗增加,旁波亦会增多加大.偏心或两轴不平行时,会有2倍GMF出现
12)、皮带传动问题诊断
皮带频率=3.124*皮带轮直径*转速/皮带长度。皮带发生磨破,松动,或配合错误,常会引发1*,2*,3*,4*的皮带频率。
13)、皮带或皮带轮不对心问题诊断
皮带轮不对心时,会在1*转速显现高振动。轴向尤其明显,被传动件之转速频率会发现在传动件频谱上。
14)、皮带轮偏心问题诊断
和不平衡问题一样,振幅主要发生于径向之一倍频.
15)、马达定子问题诊断
定子偏心会产生气隙不均而引起振动。气隙不均会产生局部发热而使马达轴弯曲,故振动会随操作时间而变大。会在2倍线频率(120 Hz)产生高振动。
16)、马达转子偏心问题诊断?转子偏心会产生2倍线频率,并伴随着极通频率(FP=P*迟滞频率)
?FP会在低频区出现(约0.3~2.0 Hz)
17)、转子棒松动问题诊断
转子棒通过频率(RBPF)=转子棒数*转速。转子棒松动时会产生RBPF及2*RBPF,并伴随着 2*FL(120 Hz)之旁波
18)、相位问题诊断
联接器的松动或损坏会产生相位问题。会引发2倍线频率之大振动,并伴随着1/3 FL(20 Hz)的旁波
19)、同步马达问题诊断
线通频率(CPF)=定子线圈数*转速。定子线圈松动时,会产生CPF高振动,并伴随着转速之旁
20)、直流马达问题诊断?磁场绕组破损,不良的SCR,联接器松动会产生6倍线频率(360 Hz)之高振动
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章

 精彩导读
精彩导读





 热门文章
热门文章 最新标签
最新标签