机械设备故障诊断技术理论意义及基本内容
故障诊断技术是预防(状态)维修的必要条件,推广和应用设备状态监测与故障诊断技术可以达到所需的目的。其保障设备运行安全,防止突发事故的同时,还保证设备工作精度,提高产品质量,在实施状态维修(或预防维修)的同时,也节约维修费用。更避免设备事故带来的环境污染及其它危害,给企业部门带来较大的间接经济效益。
因此就需要我们了解故障诊断的意义、含义、基本内容、常用方法;机械故障诊断的研究现状,熟悉信号分析及处理技术以及振动与测试,旋转机械常见振动故障分析,掌握新理论与技术以便在工程中能更好的的应用,服务工程,提高安全性,创造巨大的经济和社会效益。
一、常用的简易状态监测方法主要有听诊法、触测法和观察法等。
1、听诊法
设备正常运转时,伴随发生的声响总是具有一定的音律和节奏。只要熟悉和掌握这些正常的音律和节奏,通过人的听觉功能就能对比出设备是否出现了重、杂、怪、乱的异常噪声,判断设备内部出现的松动、撞击、不平衡等隐患。
用手锤敲打零件,听其是否发生破裂杂声,可判断有无裂纹产生。电子听诊器是一种振动加速度传感器。它将设备振动状况转换成电信号并进行放大,工人用耳机监听运行设备的振动声响,以实现对声音的定性测量。
通过测量同一测点、不同时期、相同转速、相同工况下的信号,并进行对比,来判断设备是否存在故障。当耳机出现清脆尖细的噪声时,说明振动频率较高,一般是尺寸相对较小的、强度相对较高的零件发生局部缺陷或微小裂纹。当耳机传出混浊低沉的噪声时,说明振动频率较低,一般是尺寸相对较大的、强度相对较低的零件发生较大的裂纹或缺陷。当耳机传出的噪声比平时增强时,说明故障正在发展,声音越大,故障越严重。当耳机传出的噪声是杂乱无规律地间歇出现时,说明有零件或部件发生了松动。
2、触测法
用人手的触觉可以监测设备的温度、振动及间隙的变化情况。
人手上的神经纤维对温度比较敏感,可以比较准确地分辨出80℃以内的温度。
当机件温度在0℃左右时,手感冰凉,若触摸时间较长会产生刺骨痛感。
10℃左右时,手感较凉,但一般能忍受。
20℃左右时,手感稍凉,随着接触时间延长,手感渐温。
30℃左右时,手感微温,有舒适感。
40℃左右时,手感较热,有微烫感觉。
50℃左右时,手感较烫,若用掌心按的时间较长,会有汗感。
60℃左右时,手感很烫,但一般可忍受10s 长的时间。
70℃左右时,手感烫得灼痛,一般只能忍受3s长的时间,并且手的触摸处会很快变红。
触摸时,应试触后再细触,以估计机件的温升情况。用手晃动机件可以感觉出0.1mm-0.3mm的间隙大小。用手触摸机件可以感觉振动的强弱变化和是否产生冲击,以及溜板的爬行情况。用配有表面热电偶探头的温度计测量滚动轴承、滑动轴承、主轴箱、电动机等机件的表面温度,则具有判断热异常位置迅速、数据准确、触测过程方便的特点。
3、观察法
人的视觉可以观察设备上的机件有无松动、裂纹及其他损伤等;可以检查润滑是否正常,有无干摩擦和跑、冒、滴、漏现象;可以查看油箱沉积物中金属磨粒的多少、大小及特点,以判断相关零件的磨损情况;可以监测设备运动是否正常,有无异常现象发生;可以观看设备上安装的各种反映设备工作状态的仪表,了解数据的变化情况,可以通过测量工具和直接观察表面状况,检测产品质量,判断设备工作状况。
把观察的各种信息进行综合分析,就能对设备是否存在故障、故障部位、故障的程度及故障的原因作出判断。通过仪器,观察从设备润滑油中收集到的磨损颗粒,实现磨损状态监测的简易方法是磁塞法。它的原理是将带有磁性的塞头插入润滑油中,收集磨损产生出来的铁质磨粒,借助读数显微镜或者直接用人眼观察磨粒的大小、数量和形状特点,判断机械零件表面的磨损程度。
用磁塞法可以观察出机械零件磨损后期出现的磨粒尺寸较大的情况。观察时,若发现小颗磨粒且数量较少,说明设备运转正常;若发现大颗磨粒,就要引起重视,严密注意设备运转状态;若多次连续发现大颗粒,便是即将出现故障的前兆,应立即停机检查,查找故障,进行排除。讲的很详细了,这些诊断方法需要较长时期的经验累积才能判断准确。
二、机械故障诊断理论与方法
机械故障诊断分为三种层次的监测方法:
1、以监测仪表为主体的监测装置。由传感器和指示仪表构成,主要用于监测振动。但这种方法也存在缺点,其幅值监测不能动态过程特征,在强烈振动前,故障征兆并不是很明显,仪表无分析功能,靠人工经验判断。
2、监测仪表配备软硬件装置。由传感器+频谱分析仪构成,具有频谱分析、谱阵图、波特图、轴心轨迹图等功能。它的缺点是不能自动判断,诊断依赖于领域专家,也不能预防突发性故障。对于大型设备结构复杂,故障与征兆无一一对应关系,难免误诊断。
3、计算机辅助监测与诊断系统。由传感器+接口装置+计算机(含人工智能技术)组成。它的好处是可实时监测和自动诊断,是机械工况监测与故障诊断的主要发展领域。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章




 精彩导读
精彩导读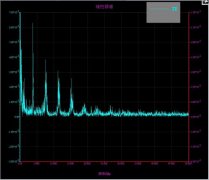




 热门文章
热门文章 最新标签
最新标签