企业OEE计算问题解决
OEE(Overall Equipment Effectiveness),即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。同时介绍了在不同情况下如何分析设备损失的PM分析流程。
一、OEE表述和计算实例
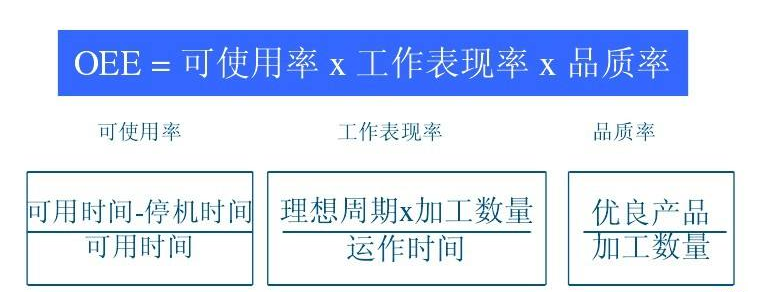
OEE=时间开动率×性能开动率×合格品率
其中,时间开动率 = 开动时间/负荷时间
而,负荷时间 = 日历工作时间-计划停机时间
开动时间 = 负荷时间 □ 故障停机时间 □ 设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间)
性能开动率 = 净开动率×速度开动率
而,净开动率 = 加工数量×实际加工周期/开动时间
速度开动率 = 理论加工周期/实际加工周期
合格品率 = 合格品数量/ 加工数量
在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。
计算:负荷时间 = 480-20 = 460 min
开动时间 = 460-20-40 = 400 min
时间开动率 = 400/460 = 87%
速度开动率 = 0.5/0.8 = 62.5%
净开动率 = 400×0.8/400 = 80%
性能开动率 = 62.5%×80% = 50%
合格品率 = (400-8)/400 = 98%
于是得到 OEE = 87%×50%×98% = 42.6%。有些企业还可以根据生产的实际, 用便于统计的数据来推算TPM[2]。
例2:设备负荷时间a=100h,非计划停机10h,则实际开动时间为b=90h;在开动时间内,计划生产c=1000个单元产品,但实际生产了d=900个单元;在生产的e=900个单元中,仅有f=800个一次合格的单元。
计算:可以简化为
OEE = (b/a)×(d/c)×(f/e)= (90/100)×(900/1000)×(800/900) = 72%
OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率,
而时间开动率 = 开动时间/计划利用时间而,
计划利用时间 = 日历工作时间-计划停机时间,
开动时间 = 计划利用时间 □ 非计划停机时间
性能开动率 = 完成的节拍数/计划节拍数
其中计划节拍数 = 开动时间/标准节拍时间
合格品率 = 合格品数量/加工数量
这与前述的OEE公式实际上是同一的。
例3:设某企业一个工作日的生产数据如表1。
表1 某企业一个工作日的生产数据(The productive data of a working day from a factory)
日历工作时间(min)
计划停机时间(min)
计划开动时间(min)
非计划停机时间(min)
更换调整时间(min)
开动时间(min)
完成节拍数
返修件数
一次合格件数
1440
530
910
115
12
783
203
51
152
注:标准节拍时间为3min
计算:停机时间 = 115+12 = 127 min
计划开动时间 = 910 □ 127 = 783 min
时间开动率 = 783/910 = 86%
计划节拍数 = 开动时间/标准节拍时间 = 783/3 = 261
性能开动率 = 203/261 = 77.7%
合格品率 = 一次合格品数/完成产品数 = 152/203 = 74.9%
于是得到OEE = 86% ×77.7%×74.9% = 50%
二、 OEE的实质
如果追究OEE的本质内涵,其实就是计算周期内用于加工的理论时间和负荷时间的百分比。请注意,当展开OEE公式,有
OEE = 时间开动率×性能开动率×合格品率
=(开动时间/负荷时间)×(加工数量×实际加工周期/开动时间)×(理论加工周期/实际加工周期)×(合格产量/加工数量)
=(开动时间×加工数量×实际加工周期×理论加工周期×合格产量) /(负荷时间×开动时间×实际加工周期×加工数量)
约去分子、分母的公因子,
OEE = (理论加工周期×合格产量)/负荷时间 = 合格产品的理论加工总时间/负荷时间
这也就是实际产量与负荷时间内理论产量的比值。
三、 利用OEE进行损失分析
既然上述的计算方法可以如此简单,那么为什么要用这么复杂的公式呢?主要是为了分析问题。计算OEE值不是目的,而是为了分析六大损失。设备的OEE水平不高,是由多种原因造成的,而每一种原因对OEE的影响又可能是大小不同。在分别计算OEE的不同“率”的过程中,可以分别反映出不同类型的损失。
各类企业设备不同,损失也可能不同。我们当然可以灵活构造不同的损失分析图。
进一步,我们还可以结合运用PM分析方法(即通过物理现象寻求人、机、料、法、环等原因的分析方法),对OEE不高的原因进行分析。例如,当设备的OEE水平不高,从OEE计算看出是时间开动率低下,于是将时间开动率用方框框起来,再问为什么时间开动率不高,发现是设备故障引起,再继续往下分析,直到找出根本原因为止。
企业还可以利用鱼骨分析方法从OEE的水平追溯各种损失和原因。
四、 OEE 计算中遇到的困难和解决方案
我们在计算OEE时,遇到计划停机以外的外部因素,如无订单、停水、电、气、汽、停工待料等因素造成停机损失,常不知把这部分损失放到哪部分去计算。有人把它们列入计划停机,但它们又不是真正意义上的计划停机。如果算做故障停机,但又不是设备本身故障引起的停机。各个企业的计算五花八门,失去相互的可比性。当我们把OEE的计算作一个扩展,给出“设备完全有效生产率(TEEP)”这一新概念和新算法,上述的问题可以迎刃而解。TEEP的结构及特征时间,损失与各项效率的关系。
五、在引入TEEP条件下OEE公式的修正
在引入TEEP条件下, 因为我们已经把非设备因素( 即设备外部因素)1引起的停机损失分离出来,作为利用率的损失来度量,故在计算OEE时,设备的时间开动率就要做相应调整。
在TEEP计算中
设备利用率 =(日历工作时间□计划停机时间□设备外部因素停机时间)/日历工作时间
正确的OEE计算,应该有
设备时间开动率 = 开动时间/负荷时间
其中,负荷时间 = 日历工作时间□计划停机时间□设备外部因素停机时间
开动时间 = 负荷时间□设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间)
其它公式的算法和项目内容不变。
这样计算得到的OEE可以准确反映设备本身的问题,能够客观评价企业的设备管理水平,同时也不会使企业之间的OEE因理解与算法不同而不可比。如果要全面反映企业设备效率,即把所有与设备有关和无关的因素都考虑在内,则可以通过TEEP来反映。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章

")


 精彩导读
精彩导读






 热门文章
热门文章 最新标签
最新标签