TPM管理——设备综合效率(OEE)
设备综合效率是用来评估设备效率状况,以及测定设备运转损失,研究其对策的一种有效方式,最早由日本能率协会顾问公司提出,简称为OEE (Overall Equ 职nent Effectiveness ,设备综合效率)。
一、设备综合效率(OEE)定义
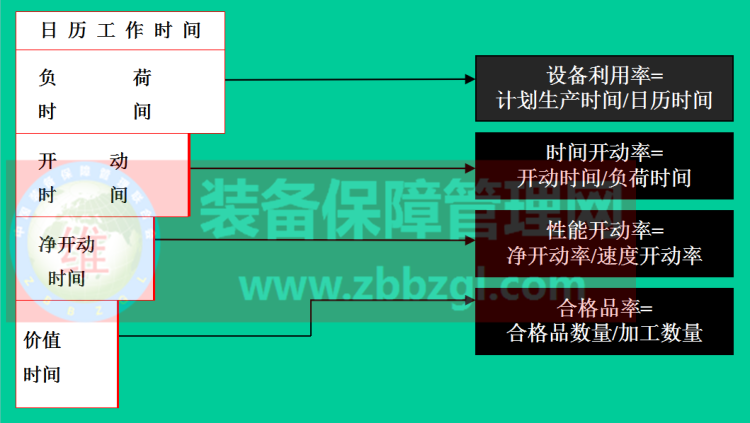
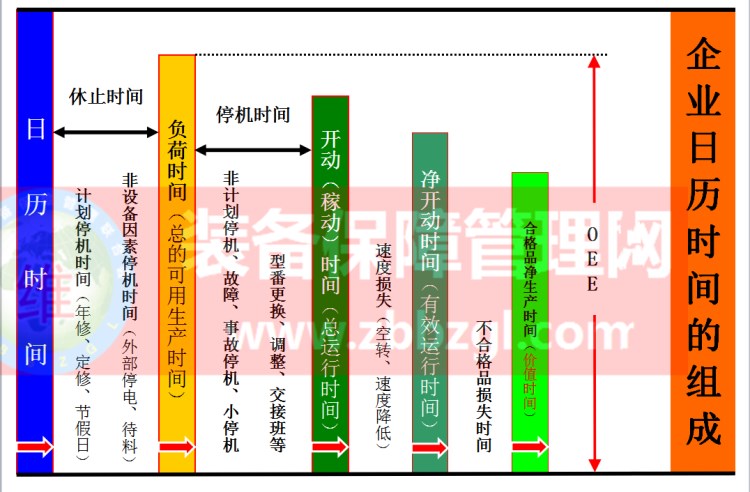
设备的综合效率基本构成如图所示。从这些向成要素上,我们可以判断设备是否充分发挥出了其性能。基本上,综合效率越接近100% 越好,但受到各种因素的影响,一般机械型生产设备,其设备的综合效率能维持在85%以上,或连续式生产型设备综合效率达到90% 以上,就已经算不错了,当然这又会因行业、生产模式的不同而有所差异。以下我们就针对构成设备综合效率的要素加以说明,下图为设备综合效率的构成分析表。
设备综合效率的构成
设备损失构成分析表
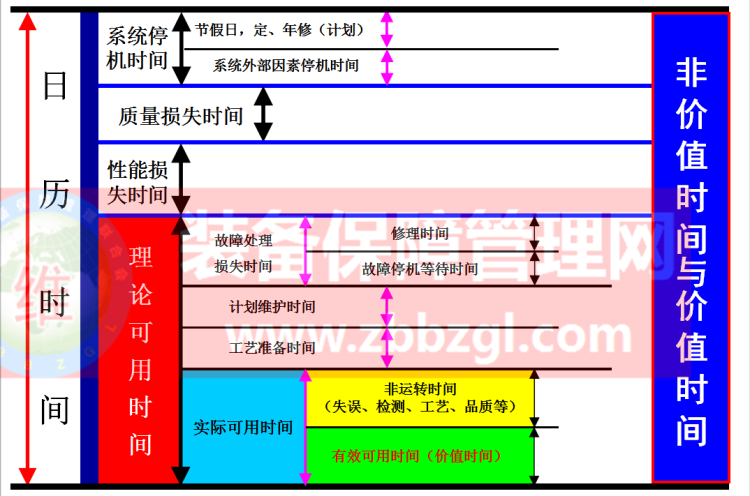
要分析设备综合效率为何不高,可通过现场记录的设备停机时间表来分析,下图为设备停机时间。
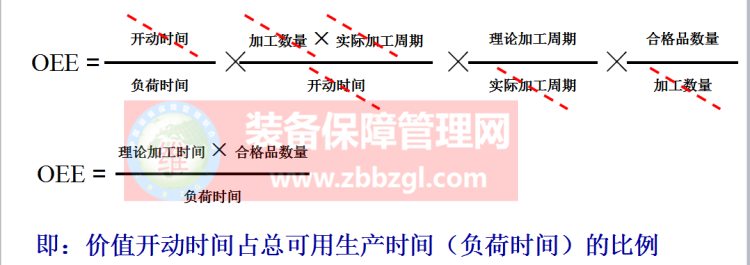
二、设备综合效率的计算公式
设备综合效率的计算公式展开如下:

OEE=时间开动率×性能开动率×合格品率×100%
时间开动率=开动时间/负荷时间 或 = MTBF / MTBF + MTTR=从设备负荷时间中扣除停机时间后的实际开动时间与负荷时间的比值。
性能开动率=净开动率×速度开动率=速度开动率及净开动率的乘积。
净开动率=(加工数量×实际加工周期)/ 开动时间
速度开动率=理论加工周期 / 实际加工周期
合格品率=合格品数量 / 加工数量=实际生产的合格品数量与加工数量之比,其中不合格品数量包括不合格产品及返修品。
负荷时间=每天或每月设备必须开动的总时间,也就是从设备的
日历时间中,扣除生产计划的休止时间或其他停机时间等。
开动时间=负荷时间中扣除故障、准备、刀具更换及其他停机时间。
加工数量=合格品数与不合格品数的合计。
节拍时间=单个产品加工所需的周期时间,简写为C. T. (CycleTime ,节拍时间) ,分为实际加工时间和理论加工时间。
三、运用与分析
计算出设备综合效率后,即可根据其计算结果进行分析,以寻找出提高设备综合效率最具成效的方法。

四、例:
设某设备1天计划生产时间为435min, 班前由于计划停机、开会、交接班等停机时间69min, 故障停机22min, 设备最佳状态运行时的单个产品生产时间为0.011min, 共生产良品29445个,而预期投入量计算应有30203个, 求这台设备的OEE。
负荷时间=435-69=366min
开动时间=366–22=344min
时间开动率=344/366=94%
性能开动率=30203*0.011/344=96.6%
合格品率=29445/30203=97.5%
OEE = 94%×96.6%×97.5% = 88.5%
设备利用率=366/435=84.1%
OEE=合格品的理论加工时间/负荷时间=29445×0.011/366=88.5%
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章

")


 精彩导读
精彩导读



 热门文章
热门文章 最新标签
最新标签