机械设备零件的去污及除锈

拆卸后的机械零件进行清洗是修理工作的重要环节。清洗方法和清洗质量,对零件鉴定的准确性、维修质量、维修成本和使用寿命等均产生重要影响。
设备及零部件表面污物主要有油污、锈层、水垢、积炭、旧涂装层等。零件的清洗主要就是清除包括油污、锈层、水垢、积炭、旧涂装层等污物。
零部件清洗时,应根据零件的材质、精密程度、污物性质不同,各种工序清洁程度的不同,采取不同的清除方法,选择适宜的设备、工具、工艺和清洗介质,才能获得良好的清除效果。
1、 去污
清除零件上的油污,常采用清洗液,如有机溶剂、碱性溶液、化学清洗液等。清洗方法有擦洗、浸洗、喷洗、气相清洗及超声波清洗等。清洗方式有人工清洗和机械清洗。
机械设备修理中清除零件表面的油污常用擦洗的方法,即将零件放人装有煤油、柴油或化学清洗剂的容器中,用棉纱擦洗或用毛刷刷洗。这种方法操作简便、设备简单,但效率低,适用于单件小批生产的中小型零件及大型零件的工作表面的除油。
此外,还可采用市场上出售的多功能金属清洗液清洗,市售的金属清洗液常以粉剂、膏剂或胶剂供货,使用时加入95%以上的水即可使用。它对水溶性、油溶性污物都能清洗,而且作业安全,对环境污染小,成本不及汽油的1/3,在国内外得到了广泛应用。
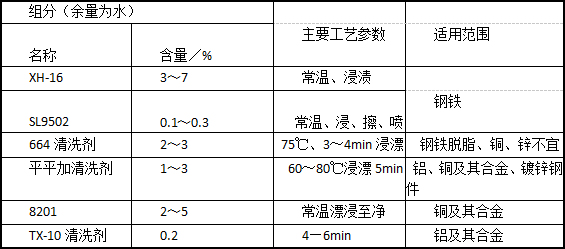
表1给出了几种金属清洗液配方与适用范围。一般不宜用汽油作清洗剂,因其有溶脂性,会损害身体且容易造成火灾。
金属清洗液配方与适用范围
喷洗是将具有一定压力和温度的清洗液喷射到零件表面,以清除油污。该方法清洗效果好、生产率高,但设备复杂,适用于形状不太复杂、表面有较严重油垢零件的清洗。
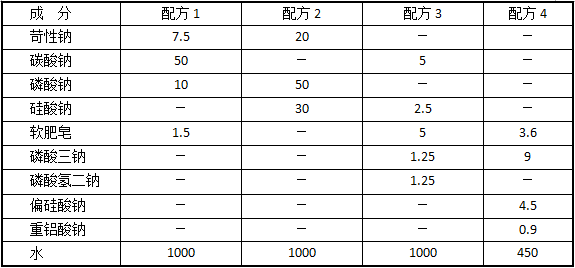
表2 清洗铝合金零件的配方 kg
矿物油不溶于碱溶液,因此清洗零件表面矿物油的油垢,需加入乳化剂,使油脂脱离零件表面。为加速去除油垢的过程,可采用加热、搅拌、压力喷洗、超声波清洗等措施。
2、 除锈
零件表面的腐蚀物如钢铁零件的表面锈蚀,在机械设备修理中,为保证修理质量,必须彻底清除。目前主要采用机械、化学和电化学等方法除锈。
(1)机械法除锈
利用机械摩擦、切削等作用清除零件表面锈层。常用方法有刷、磨、抛光、喷砂等。单件小批维修可由人工用钢丝刷、刮刀、砂布等打磨锈蚀表面;成批或有条件,可用机器除锈,如电动磨光、抛光、滚光等。
喷砂法除锈是利用压缩空气,把一定粒度的砂子通过喷枪喷在零件锈蚀的表面上,不仅除锈快,还可为涂装、喷涂、电镀等工艺做好表面准备,经喷砂处理的表面可达到干净的、有一定粗糙度的表面要求,从而提高覆盖层与零件的结合力。
(2)化学法除锈
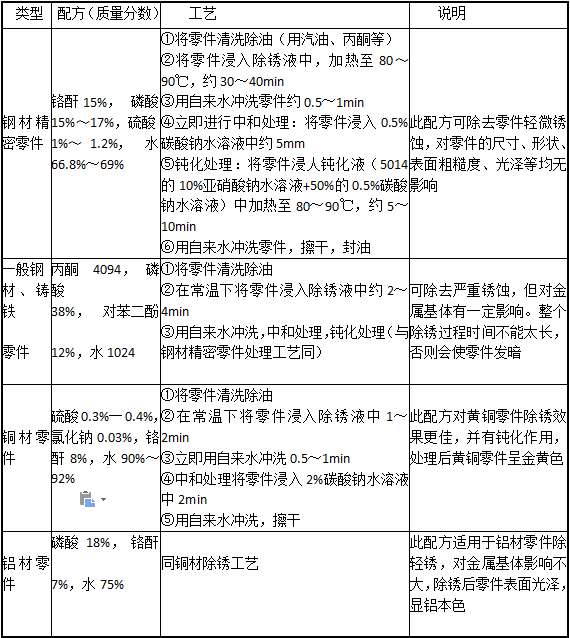
利用一些酸性溶液溶解金属表面的氧化物,以达到除锈的目的。目前使用的化学溶液主要是盐酸、硫酸、磷酸或其混合溶液,加入少量的缓蚀剂。其工艺过程是:除油→水冲洗→除锈→水冲洗→中和→水冲洗→去氢。为保证除锈效果,一般都将溶液加热到一定的温度,严格控制时间,并要根据被除锈零件的材料,采用合适的配方。
几种常见金属除锈剂的配方及除锈工艺
(3)电化学法除锈
电化学法除锈是在电解液中通以直流电,通过化学反应达到除锈的目的,这种方法可节约化学药品,除锈效率高、除锈质量好,但消耗能量大且设备复杂。
常用的方法有阳极腐蚀和阴及腐蚀;阳极腐蚀是把锈蚀件作为阳极,主要缺点是当电流密度过高时,易腐蚀过度,破坏零
牛表面,故适用于外形简单的零件;阴极腐蚀是把锈蚀件作为阴极,用铅或铅锑合金作阳极,阴极腐蚀无过蚀问题,但氢易渗入金属中,产生氢脆,降低零件塑性。
2.3 清除涂层
清除零件表面的保护涂层,可根据涂层的损坏程度和保护涂层的要求进行全部或部分清除。涂层清除后,要冲洗干净,准备再喷刷新涂层。
清除方法一般是采用手工工具,如刮刀、砂纸、钢丝刷或手提式电动、风动工具进行刮、薛、刷等。有条件时可采用各种配制好的有机溶剂、碱性溶液退漆剂等清除涂层。
使用有机溶液退漆时,要特别注意安全。工作场地要通风、与火隔离,操作者要穿戴防护藕具,工作结束后,要将手洗干净,以防中毒。使用碱性溶液退漆剂时,不要让铝制零件、皮革、橡胶、毡质零件接触,以免腐蚀损坏。操作者要戴耐碱手套,避免皮肤接触受伤。
机械零件的检验内容分修前检验、修后检验和装配检验。修前检验在机械设备拆卸后进行,对已确定需要修复的零件,可根据零件损坏情况及生产条件确定适当的修复工艺,并提出修理技术要求;对报废的零件,要提出需要补充的备件型号、规格和数量,没有备件的需进行测绘。
修后检验是指检验零件加工后或修理后的质量,是否达到了规定的技术标准,以确定是成品、废品或是返修品。装配检验是指检查所有待装零件的质量是否合格,能否满足装配技术要求。
在装配过程中,对每道工序进行检验,以免中间工序不合格而影响装配质量。组装后,检验累积误差是否超过装配技术要求。机械设备总装后进行试运转,检验工作精度、几何精度及其他性能,以检查修理质量是否合格,同时进行相应调整。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章




 精彩导读
精彩导读







 热门文章
热门文章 最新标签
最新标签