压缩机增速箱的检修及技术要求
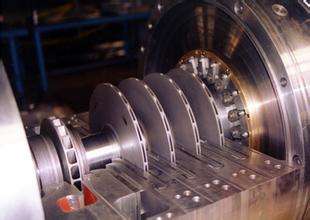
■ 增速箱拆卸程序
①拆卸增速箱盖上的仪表探头、温度计和管线接头。
②拆卸联轴器护罩及接筒,拆卸齿轮轴端盖。
③拆卸增速箱中分面螺栓,用顶丝顶开中分面,吊下箱盖,取下上半径向轴瓦。
④吊出两齿轮轴,取下径向轴瓦下半部。增速箱回装程序与拆卸程序相反。
■ 增速箱检修技术要求
(1)增速箱箱体
①增速箱上、下半箱体的中分接合面应密合,不拧紧中分面螺栓用0.05mm塞尺沿整周不得塞入,个别塞入部位处的塞入深度不得大于密封面宽度的1/3,沿整周不得有贯穿接合面的沟槽。
②下半增速箱用煤油做渗漏检查,不得有漏油、浸油。
③当检修中发现齿轮啮合线歪斜、啮合不良、齿面磨损、运行中噪声增大时,应用精密假轴检查两齿轮轴的平行度,其平行度偏差应在0.025mm以内,中心距极限偏差不得超过0.10mm。平行度误差在0.10mm以内时,可结合修刮轴承进行处理,否则应制定处理方案或更换齿轮箱。
④两齿轮轴在箱内用水平仪检查齿轮轴的扬度,两齿轮轴的扬度方向应相同。
⑤下半箱体在充分上紧地脚螺栓的情况下,检查箱体水平结合纵、横向水平,并使其在
0.02mm/s以内。
(2)大、小齿轮
①大、小齿轮齿面无磨损、胶合、点蚀、起皮、烧灼等缺陷,缺陷严重时更换齿轮。
②齿轮轴轴颈无磨损和其他损伤,轴颈的圆柱度和圆度偏差均在0.015 mm以内。
③轴端联轴器工作表面无沟槽、划痕、裂纹等缺陷。
④齿轮做着色探伤检查。
⑤当运行中出现原因不明的振动增大,而无其他原因可寻时,应对齿轮连同联轴器进行动平衡测试。
(3)组装
①用压铅法检查大小齿轮啮合侧的侧隙、顶隙。
②用涂色法对齿面做接触检查,沿齿宽方向的接触应达85%,沿齿高方向的接触应达55%,接触印痕均匀。
③检查齿轮轴颈与径向轴承下半瓦的接触,在下半瓦底部60度一90度范围内的接触应达80%以上,下瓦侧间隙对角偏差用塞尺检查不得超过0.02mm。
④检查止推轴承间隙,超差时应更换轴承,两侧止推工作端面的接触检查达80%以上,上、下半轴承扣合后检查中分端面不得错口,止口的间隙不减小。
⑤齿轮箱组装完毕,沿工作方向盘动大齿轮,应转动灵活,窜动大齿轮检查止推轴承间隙应与扣盖前相一致。
⑥喷油嘴安装位置正确、牢固,喷嘴方向和位置符合润滑要求,喷嘴畅通。
■ 离心式压缩机的试运转
离心式压缩机组试运转的目的和内容主要是:
①检验和调整机组的技术性能,消除设计、制造、检修中的问题;
②检验、调整机组各部的运动机构,并得到良好跑合;
③检验、调整机组电气、仪表自动控制系统及其附属装置的灵敏性和可靠性;
④检验机组各部的振动情况,消除异常振动和噪声;
⑤机组润滑系统、冷却系统、工艺管路系统及附属装置的正确性和严密性。
(1)润滑系统的试运转
机组能正常运转的首要条件是润滑系统的清洁和可靠性,所以,在正式试运转前,必须先进行润滑系统的清洗试运。驱动机、增速机和压缩机三部分的单独循环情况不应少于8h,直至检查合格;三部分同时循环清洗不少于8h,直至检查合格后,将脏油全部放出,换上合乎要求的润滑油。
(2)压缩机的无负荷试运转
试前将进气管上的节流蝶阀开启15度一20度,将排气管路上的闸阀关闭,将放空管路上的手动放空闸阀打开,使试车时空气不经压缩而直接排入大气;还应先开动电动油泵供油并打开冷却系统的阀门。无负荷试运转分四步进行:首先冲转10~15s,检查增速器、压缩机内部应无异常音响和振动,检查推力轴承窜动应符合规定要求;运转5min,检查运转应无杂音,轴承温度不得超过85℃,油温应保持在35~45℃之间;运转30min,检查压缩机振动、声音、油温、油压和轴承温度均应无异常;连续运转8h,全面复查均正常。
(3)压缩机的负荷试运转
负荷试运转前,各相关阀门的关闭及供油、供水情况与无负荷试运转相同。负荷试车分两步进行:
第一步,开动1min,检查各部件应无异常声响和振动及碰擦现象;
第二步,开动达正常转速后,首先无负荷运转1h,检查无问题后按规定加负荷,在满负荷及设计压力下连续运转24h。加负荷的步骤是慢慢开大进气管路的蝶阀,使介质气吸人量逐渐增加;
同时,逐渐关闭手动放空闸阀,使压力逐渐上升,在10~15min内将负荷加满;加负荷时,应按照制造厂规定的曲线进行,按电流表与仪表的指示同时加量和加压,以防脉动和超负荷;加压时,要盯住压力表,当达到设计压力时,应立即停止加压,关闭手动放空闸阀,禁止压力超过设计值。
在试车全过程,用阀门调节压缩机的出口压力,使压力波动不超过o.01~0.03MPa(表压)。从负荷试车开始,应每隔30min做一次试车记录,并将运行中的问题、疑点做详细记录,以便停车后处理。
■ 压缩机负荷试运转后的检查内容是:
①拆开各径向轴承和轴向推力轴承,检查巴氏合金的摩擦状况,有无裂纹、擦伤;
②检查轴颈表面有无刻痕、擦伤;
③用压铅法检查轴承间隙;
④检查增速器齿轮副啮合面的接触情况;
⑤检查联轴器的定心情况;
⑥检查所有连接的零部件是否牢固;
⑦检查和消除连接部位的渗漏现象以及其他所有缺陷;
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章



 精彩导读
精彩导读






 热门文章
热门文章 最新标签
最新标签