双螺杆压缩机结构优缺点及振动故障原因
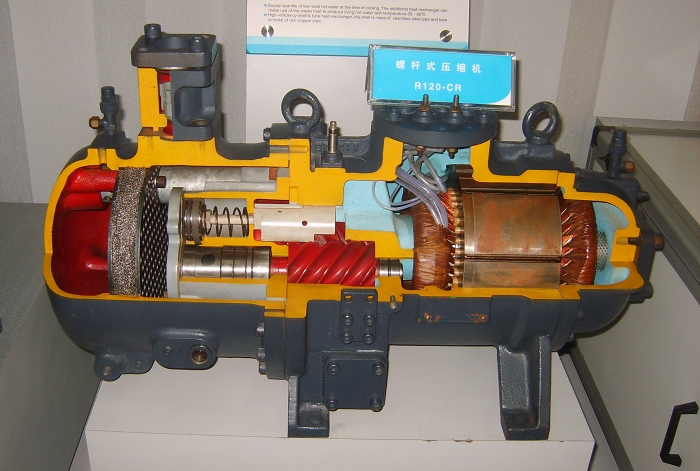
双螺杆压缩机在我国石油化工企业有着较为广泛的应用,主要用于气体压缩。黑龙江北大荒农业股份有限公司浩良河化肥分公司空分车间的空压机即采用了这种压缩机。该机对全厂的安全稳定生产及节能降耗作用十分关键。
一、双螺杆压缩机主要优点
(1)具有较好的动力平衡性。螺杆压缩机无不平衡惯性力,且运行平稳、可无基础运转。如作为移动式压缩机,具有体积小、质量轻、占地面积少的优点。
(2)具有较高的可靠性。螺杆式压缩机结构简单,零部件少,无气阀、活塞环等易损件。其主要摩擦件如“转子、轴承等、强度和耐磨程度都比较高,而且润滑条件良好,因此它运转可靠、寿命长。螺杆压缩机的自动化程度高,通过技术改造后,可实现无人值守运转。
(3)具有较强的适应性。螺杆压缩机具有强制输气的特点,容积流量几乎不受排气压力的影响,可适用于各种工况。
(4)单级压力比高。相同压力比下,排气温度低于往复机,故单级压力比高。
(5)可具有多种调节方式。可多方面顺应工况要求。可采取变转速调节、吸气流量调节、用电力驱动时的停机-运转控制、旁通调节以及特别用于制冷压缩机的滑阀调节等措施。
(6)可压缩多相混合介质。因该机阴、阳转子齿面上留有间隙,可耐液体冲击,可压送含液气体、粉尘气体及易聚气体。
二、双螺杆压缩机的主要缺点
(1)加工精度要求高、造价贵。主要是其转子齿面是一空间曲面,需要特制刀具在专用设备上加工。另外,气缸加工精度要求高。
(2)不适用于高压场合。受转子刚度和轴承寿命所限,该机排气压力一般不超过3Mpa。
(3)不适用于小排气量场合。该机依靠间隙密封气体,一般容积流量大于0.2m3/min时,该机才具有优越的性能。
(4)噪声大。
三、常见故障形式及诊断方法
双螺杆压缩机的故障多种多样,造成的危害和后果也轻得不同。该机系统它由螺杆压缩机、仪表控制盘、油分离器、油冷却系统及润滑系统等组成。集中了机械、电气、仪表连锁控制的复杂程序。该系统通过自动控制和连锁保护系统实现安全可靠运转。分析常见故障及其原因,有助于改进设计、制造和使用维护,从而有效地提高压缩机的可靠性和经济性。
该压缩机组常见故障形式 主要包括:机组噪声及振动过大;设备润滑系统故障;操作参数突变引起的设备停机故障等。
具体分为以下几方面:
(1)阴阳转子故障
①阴阳转子相互“咬合”,可看出明显的挤压痕迹,在转子工作面上可以看到有片状剥落层出现。
②阴阳转子啮合面防腐层,出现明显的脱落及磨损。
③转子顶部密封线出现严重损坏,转子的排出段密封线损坏与吸入端相比更为严重。
(2)轴承故障 在这方面,主要的故障现象包括:
①支撑轴承及推力轴承磨损。
②轴承出现腐蚀、烧伤现象。
(3)气缸、轴承及同步齿轮故障
①压缩机缸体在出口段磨损严重。
②气缸内壁防腐层脱落及磨损。
③气、油封轴颈磨损。
④同步齿轮轴颈磨损。
(4)其他辅助系统故障 诸如能量调节机构失灵、压缩机不能启动、吸气压力低、排气压力过高、排气温度和油温过高、耗油量大、运转中有异常响动等。
四、机组噪声及振动过大原因分析与诊断
压缩机的噪声主要为进、出口气体动力性噪声、机械部件运动产生的机械性噪声和驱动电机的电磁噪声等,其中机械性噪声是由机组振动产生的,也是我们需要分析的,产生振动的原因有以下几类:
(1)机组地脚螺栓松动;
(2)转子系统不平衡产生振动;
(3)电动机与压缩机对中不好;
(4)压缩机电机振动;
(5)机组工艺管道共振引起机组振动加剧;
(6)压缩机轴承磨损或损坏;
(7)吸入液态的制冷剂。
此外,还包括润滑系统及操作等原因。
润滑系统故障一般有以下几种:
(1)油泵入口过滤器堵;
(2)油泵出口过滤器堵;
(3)油泵故障或油泵安全阀损坏;
(4)润滑系统管线温控损坏;
(5)油冷却器故障。
机组在运转时如发现通过调节阀门油压始终上不去,油泵有噪声,那么首先查看油泵的入口过滤网是否被金属碎屑等粉末堵塞,如果入口正常,那就再打开出口过滤器查看,一般问题就能找到;如果还不是,就得检查油泵本身。
操作参数突变引起的设备故障
除外部气温变化等原因外,常见的因操作参数变化引起的停机故障有:
(1)吸气压力太高引起的停机;
(2)排气压力太高引起的停机;
(3)油泵的突然停机;
(4)过滤压差大引起的停机;
(5)入口带液引起的停机。
五、总结与建议
(1)在机组正常运转时定期对设备进行振动监测。对测量数据进行整理和归纳,当发现测量数据开始有变化征兆时,应缩短监测周期并对原因进行分析,一旦测定值进入警戒值,立即采取相应保护措施。
(2)定期进行油样分析,检查油样的残留物、送往更好的油样分析机构对其金属含量及其他成分进行有效分析。这种方法可以提前很久确定零件的磨损,进行有效的预防性维修。
(3)开机启动前一定要确定在腔体内无液态R22,保证开车一次成功。
实践证明,只要严格遵照操作规程,适时更换配件,增加对双螺杆压缩机吸排气温度及压力等参数的调节控制,增强压缩机日常保养维护意识,熟悉各种常见的故障处理方法,就能保证压缩机在最佳工况下运行,达到满意的使用效果(源自设备管理网)。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章




 精彩导读
精彩导读





 热门文章
热门文章 最新标签
最新标签