机床的试车验收

一、空运转试验
空运转是在无负荷状态下运转机床,检查各机构的运转状态、温度变化、功率消耗、操作机构的灵活性、平稳性、可靠性及安全性。
1、空运转试验前的准备工作 主要有以下方面韵内容。
①将机床置于自然水平,不用螺栓固定。
②检查各油路,并用煤油清洗,使油路均畅通无阻。
③用手操纵所有移动装置在全程上移动,应无阻滞、轻便灵活。
④在摇动手轮或手柄,特别是启动电动机进给时,工作台各方向的夹紧手柄应松开。
⑤检查电动机旋转方向和限位装置。
2、空运转试验 要点主要有以下方面的内容。
①空运转试验从低速开始,逐级加速,各级转速的运转时间不少于2min,最高转速运转时间不少于30min,主轴承达到稳定温度时低于60℃。
②启动进给电动机,进行逐级进给运动及快速移动试验,各级进给量的运转时间大于2min,最大进给量运转达到稳定温度时,轴承温度应低于50℃。
③所有转速的运转中,各工作机构应乎稳,无冲击、振动和周期性噪声。
④机床运转时,各润滑点应有连续和足够的油液。各轴承盖、油管接头均不得漏油。
⑤检查电气设备的工作情况,包括电动机启动、停止、反向、制动和调速的平稳性等。
二、负载试验
机床负载试验的目的是考核机床主运动系统能否承受标准所规定的最大允许切削用量,也可根据机床实际使用要求取最大切削规范的2/3。
一般选下述项目中的一项进行切削试验。
1、切削钢的试验 切削材料为正火210~220HBS的45钢。
①圆柱铣刀:直径为100mm,齿数为4。切削用量:宽度为50mm。深度为3mm。转速为750r/min,进给量为750mm/min。
②端面铣刀:直径为100mm。齿数为14。切削用量:宽度为100mm,深度为5mm,转速为37.5r/min,进给量为190mm/min。
2、切削铸铁试验 切削材料为180~220HBS的HT200。
①圆柱铣刀:直径为90mm,齿数为18。切削用量:宽度为100mm,深度为llmm,转速为47.5r/min,进给量为118mm/min。
②端面铣刀:直径为200mm,齿数为16。切削用量:宽度为100mm,深度为9mm,转速为60r/min,进给量为300mm/min。
三、工作精度检验
机床工作精度检验应在机床空运转试验和负载试验之后,并确认机床所有机构均处于正常状态,按照GB/T 3933.2-2002卧式升降台铣床精度标准、检验方法进行。
切削试件材料为铸铁,试件的形状尺寸如图所示,用圆柱铣刀进行铣削加工,铣刀直径小于60mm。铣削加工前,应对试件底面先进行精加工,在一次安装中,用工作台纵向机动、升降台机动和床鞍横向手动铣削A、B、C三个表面。用工作台纵向机动和升降台手动铣削D面,接
刀处重叠5~10mm。试件应安装于工作台纵向中心线上,使试件长度相等地分布在工作台中心线的两边。铣削后应达到的精度如下。
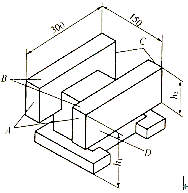
图 试件
①表面B的等高度允差为0.03mm。
②表面A和表面B、表面C和表面B的垂直度允差为0.02mm;表面A、C和表面D的垂直度允差为0.03mm。
③表面D的平面度允差为0.02mm。
④各加工面的表面粗糙度Ra为1.6/‘m。
四、几何精度检验
机床的几何精度检验,可按照GB/T 3933.2-2002卧式升降台铣床精度标准、检验方法进行。如果机床已修过多次,有些项目达不到精度标准,则可根据加工工艺要求选择项目检验验收。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章




 精彩导读
精彩导读







 热门文章
热门文章 最新标签
最新标签