设备维修 - 曲轴的修理及故障排除
㈠曲轴的主要失效形式是曲轴的弯曲、轴颈的磨损、表面疲劳裂纹和螺纹的损坏等。
(1)曲轴弯曲校正
将曲轴置于压力机上,用V形铁支承两端主轴颈,并在曲轴弯曲的反方向对其施压,生弯曲变形。若曲轴弯曲程度较大,为防止折断,校正应分几次进行。经过冷压校正的曲J因弹性后效作用还会使其重新弯曲,最好施行自然时效处理或人工时效处理,消除冷压产生内应力,防止出现新的弯曲变形。
(2)轴颈磨损修复
主轴颈的磨损主要是失去圆度和圆柱度等形状精度,最大磨损部位是在靠近连杆轴颈的侧。连杆轴颈磨损成椭圆形的最大磨损部位是在各轴颈的内侧面,即靠近曲轴中心线的一侧。连杆轴颈的锥形磨损,最大部位是机械杂质偏积的一侧。
曲轴轴颈磨损后,特别是圆度和圆柱度误差超过标准时需要进行修理。没有超过极限尺寸(最大收缩量不超过2mm)的磨损曲轴,可宽修理尺寸进行磨削,同时换用相应尺寸的轴艮,否则应采用电镀、堆焊、喷涂等工艺恢复到示准尺寸。
为利于成套供应轴承,主轴颈与连杆轴颈—般应分别修磨成同一级修理尺寸。特殊情况,日个别轴颈烧蚀并发生在大修后不久,则可单担将这一轴颈修磨到另一等级。曲轴磨削可在享用曲轴磨床上进行,并遵守磨削曲轴的规范。
在没有曲轴磨床的情况下,也可用曲轴修磨机或在普通车床上修复,此时需配置相应的夹具和附加装置。
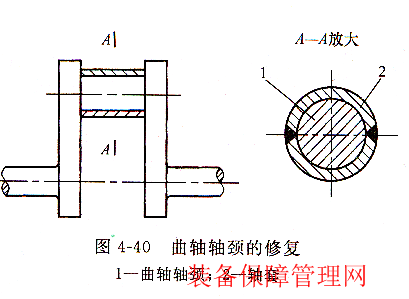
磨损后的曲轴轴颈还可采用焊接剖分式轴套的方法进行修复,如图4-40所示。
先把已加工的轴套2切分开,然后焊接到曲轴磨损的轴颈l上,并将两个半套也焊在一旦,再用通用的方法加工到公称尺寸。
不同直径的曲轴和不同的磨损量,所采用的剖分式轴套的壁厚也不一样。当曲轴的轴颈直经为50~100mm时,剖分式轴套的厚度可取4~6mm;当轴颈直径为乒150~220mm时,剖分式轴套的厚度为8~12mm。剖分式轴套在曲轴的轴颈上焊接时,应先将半轴套铆焊在曲轴二,然后再焊接其切口,轴套的切口可开V形坡口。为了防止曲轴在焊接过程中产生变形或过热,应使用小的焊接电流,分段焊接切口、多层焊、对称焊。焊后需将焊缝退火,消除应力,再进行机械加工。
曲轴的这种修复方法使用效果很好,并可节省大量的资金,广泛用于空压机、水泵等机械设备的维修。
(3)曲轴裂纹修复
曲轴裂纹一般出现在主轴颈或连杆轴颈与曲柄臂相连的过渡圆角处或轴颈的油孔边缘。若发现连杆轴颈上有较细的裂纹,经修磨后裂纹能消除,则可继续使用。一旦发现有横向裂纹,则必须予以调换,不可修复。
1.曲轴断裂
在小型柴油机中,曲轴断裂时有发生,这是一种重大事故。断裂的曲轴多为球墨铸铁铸成,当曲轴浇铸时质量控制不当;设计时过多考虑重量轻,尺寸紧凑,安全系数余度不够;使用中没有按技术要求进行正常维修保养都会酿成事故的发生。对曲轴进行及时保养与检修,尤其对表面裂纹的检查,以免重大事故的发生。
2.轴颈刮伤
轴颈刮伤一般由烧瓦引起的。当刮伤不严重时可用手工修磨;当刮伤严重时要进行喷镀或堆焊进行修复。
3.曲轴裂纹
柴油机长期超载运行,或轴瓦间隙过大使冲击载荷加大,导致曲轴弯曲变形,可能引起曲轴轴颈根部或曲轴与飞轮的连接处发生裂纹。曲轴产生裂纹后应及时更新防止重大事故的发生。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章




 精彩导读
精彩导读







 热门文章
热门文章 最新标签
最新标签