螺纹、键、销联接的装配要点解析
1.双头螺柱的装配要点
(1)保证双头螺柱与机体螺纹的配合有足够的紧固性。
(2)双头螺柱的轴心线必须与机体表面垂直。装配时可用直角角尺进行检验,如果发现较小的偏斜时,可用丝锥校正螺孔后再装配,或将装入的双头螺柱校正至垂直。偏斜较大时,不得强行校正,以免影响连接的可靠性。
(3)装入双头螺柱的同时必须使用润滑剂, 避免旋入时产生咬合现象,便于以后拆卸方便。
(4)注意常用双头螺柱的拧紧方法。
2.螺母、螺钉的装配要点
(1) 螺杆不产生弯曲变形,螺钉的头部、螺母底面应该与连接件接触良好。
(2) 被连接件应受压均匀,互相紧密贴合,连接牢固。
(3) 拧紧成组螺母或者螺钉时,为使被连接件及螺杆受力均匀一致,不产生变形,应注意被连接件形状和螺母或螺钉的分布情况。要注意一定的拧紧顺序,原则如下:先中间、后两边,分层次,对称,逐步拧紧。
(4) 螺栓、螺母、螺钉表面要清洁、与它们相贴合的表面要光洁、平整。
3.松键连接装配的要点
(1)清理键与键槽上的毛刺。
(2)对于重要的键连接,装配前检查键的直线度、键槽对轴心线的对称度及平行度等。
(3)用键的头部与轴槽试配,应能使键较紧的嵌在轴槽中(对普通平键和导向平键而言)。
(4)锉配键长时,在键长方向上键与轴槽留有0.1mm左右的间隙。
(5)在配合面上加机油,用铜棒或台虎钳将键压装在轴槽中,并与槽底接触良好。
(6)试配并安装套件时,键与键槽的非配合面应留有间隙,以便轴与套件达到同轴度的要求;装配后的套件在轴上不能左右摆动,否则,容易引起冲击和振动。
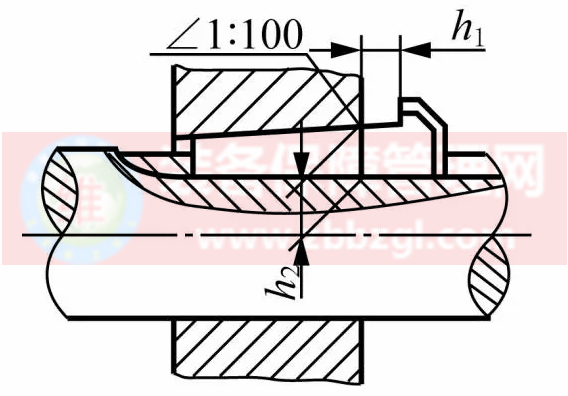
4.紧键连接的装配技术要求
(1)紧键的斜度应与轮毂槽的斜度一致。
(2)紧键与槽的两侧面要留有一定间隙。
(3)对于钩头楔键,不应使钩头紧贴套件端面,必须留有一定距离,以便拆卸,如图所示。
5.圆柱销的装配要点
圆柱销一般靠过盈固定在销孔中,用以定位和连接。为保证配合精度,装配前被连接件的两孔应同时钻、铰,并使孔壁表面的粗糙度不高于1.6μm。装配时应在销表面涂机油,用铜棒将销轻轻敲入。
6.圆锥销的装配要点
圆锥销具有1∶50的锥度,定位准确,圆锥销以小端直径和长度代表其规格。装配前以小端直径选择钻头,被连接件的两孔应同时钻、铰。铰孔时,用试装法控制孔径,孔径大小以锥销长度的80%左右能自由插入为宜。装配时用手锤敲入。若为盲孔,为便于装配,销上必须钻一通气小孔,供放气使用。
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章
 精彩导读
精彩导读







 热门文章
热门文章 最新标签
最新标签