
"别人可以复制我们的模式,但却不能复制我们几年艰辛的努力积累,复制不了我们创新的团队"阿里巴巴CEO这样说过。丰田的传奇人物-大野耐一,当初在决心改善丰田生产模式的时候,他并不知晓什么是TPS生产方式,从美国超市的管理中得到启发,全新投入丰田现场的改善,因为改善的决心,TPM运用成功了,几十年丰田的积累,诞生了令世界都惊叹的生产方式-TPS。
无论是阿里巴巴的诞生还是丰田的崛起,决心去做,决心去改变、去完善,才是最终成功的源动力。笔者从以下几点阐述说明:
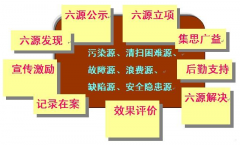
1.缺失什么就弘扬什么,为推行创下条件
如今,TPM已经为众多企业所热捧,这当然是好事,但要如何才能获得更好的效果呢?TPM几十年的发展过程中和推广过程中,形成了不同的流派,这也不难理解:就以丰田为代表的日本原装TPM,强调的是以自主保全为主,这是因为是以丰田是以改善以实现JIT准时化生产和人字边自动化为目标的生产系统,乃至整个供应链的改善为行动方案,并以TPM为支撑基础,而最终构架成完整的丰田运作模式,所以原始的TPM是以自主保全为核心的。
韩国企业在推行TPM时,是以课题改善和自主保全双推动模式,运用比较成功的企业有三星、LG等。
不同的企业,企业文化,管理水平各不相同,那么企业在选择按如何方式来推行TPM,则应结合企业的实际情况进行导入。
TPM一项全员参与的管理活动,虽然核心内容是对生产设施的自主保全,但在实施时却要受到各方面的影响,包括团队协作,各部门之前工作的配合服务意识,员工士气,领导层的决心等诸多因素的影响。所以企业在推行前应做好充分准备,营造氛围和软环境的平台搭界,包括激励机制设定,推行设定,样板线(机台)先行,最高领导者的决心等。兵马未动,粮草先行,只要做好充分的准备工作,TPM工作才会取得预期效果!
2.朝理想的姿态看齐,提升企业承载力
尽管TPM在众多企业运用都取得了一定的成效,但很多企业在推行之时,总会遇到很多问题,要么停止不前,要么反反复复,久而久之,员工就会对推行活动产生厌倦,最终使这项管理活动不得继续下去!笔者觉得应从以下几点进行考虑:
①TPM是以生产设施为关注对象的管理活动,但企业是以利润实现和持续发展而存在的,企业改善以生产流、供应链、商业模式为改善对象,因此TPM的自主保全活动应是动态的过程。
企业运营就好比在担水,水桶里承载的是产品,水桶和扁担就好比我们的企业的设备等硬件设施,而担水的人就是企业运营者和员工。如何将水运到目的地-市场,不仅仅是对保证水桶的完好-TPM活动,更重要的是在担水的过程中要保持平稳和效率,以及是否能持续担水。所以对木桶理论应理解为动态的木桶理论,不仅仅要关注短板效应,更要关注在担水的过程中企业的承载力和担水在行进过程中的应变处理能力。
在丰田企业,TPM是TPS的基础保证,而在我国企业推行TPM也应向理想姿态看齐,以实现企业持续发展。
②TPM活动是对现状的保持和维护,以保证在现有的状况下实现最大的效益。即便是生产现场的TPM做的再好,当目标达成后,依然会发现中的缺料,订单的不稳定,生产计划不准确等现象存在严重,TPM推进就会出现停滞现象,而使经营者和员工对TPM活动产生抵制情绪。
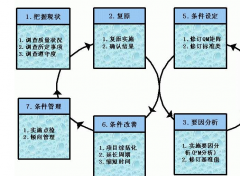
我们认为应该从两方面解决这些因素:
其一,企业应通过对物料、订单、存在进行控制,通过全面改善活动,以实现对原材料库存金额的降低,原材料库周转增加,实现原材料仓库的零不必要库存,生产过程的零库存,以及零无订单生产,确保企业的采购、销售、生产各部门,乃至整个供应链避免不必要的浪费。
其二,在实现TPM的生产保全后,要逐步对企业各部门,供应链推行TPM活动,从对有形的产品到无形的服务全面展开。
3.拙速巧迟、速度致胜
TPM的推进是以实现零故障、零不良、零缺陷、零事故为终极目标,但在激烈的市场竞争中,因为现代通讯的便捷,知识传递非常迅速,只要竞争对手比你快一步,市场就极有可能让对方抢占,不仅仅是大鱼吃小鱼,而且快鱼也会将慢鱼吃掉,TPM如何快速推进,可参考以下几点。
①拙速巧迟,有五十分把握就要尝试去做。企业因为发展而存在问题,问题其实就是目标与现状之间的差距(问题=目标-现状),而这些存在的问题也会因为我们的忽视最终成为企业的老大难问题(比如地面集油、作业环境凌乱等),而这些问题又会掩盖住影响工作的真正原因(如设备漏油、故障源等)!
管理学中有一个“,”的叫法,就是讲在问题的初期解决我们只要很很少的投入,而越到后期去解决的时候,问题就会被放大,要去解决就会需要更多的投入。
企业在做推行TPM过程当中,一定要持续改善,将发展中存在的各种问题解决在初期阶段,不要觉得差不多就行,影响作业效率和质量的问题要在最快的时间内进行改善,企业同时也应树立一个允许失败的改善环境,让作业团队最大努力的发挥自己的聪明才智。
丰田理念中有讲拙速巧迟的改善精神,意思就讲先快速的行动起来,然后在去规范,这和TnPM体系中「P-D-C-A N-D-C-A」双循环提升模式不谋而合,要推进好TPM一定要快速行动起来,因为你的对手不会等你,问题只会越积累越多,除非你不想发展,那么目标就会等于现状。
②充分整合、运用各种资源。我们不是为了为了推TPM而推TPM,最终TPM活动是为了改善现场作业效率和作业质量,而这些活动最终会转化为效益的增加。现代企业越来越认识到人在企业中的重要性,如何改善人的作业难度(包括作业流程、作业负荷、作业效率),发挥人的最大潜能,企业应改善员工的作业条件,整合和运用各种资源,这里的资源包括知识资源(TPM的理念本身,成功企业的经验成果,新方法新成果的运用……)、软件资源(ERP系统、IEM生产改善OEE全面提升系统……)、硬件资源(设备监测设备、SPC在线检验装置、治具……)等。
4.改善无止境
(IEM系统解析)-OEE全面提升方案。
问题=目标-现状,反过来说目标=现状+问题。企业要持续发展,目标总是越大越好,在发展过程中也是不断在调整目标,所以问题也只有越来越多,改善其实就是解决问题。
我们就IEM系统的OEE全面提升方案,作改善分析说明:
计划班次:计划开机时间=日历时间-设备闲置时间,设备闲置时间取决于生产计划和非设备原因造成的停机(如外部停电、停水等原因),而生产计划则依据生产订单进行安排。
A 实际开机时间:实际开机=计划开机时间-设备空闲时间,设备空闲时间通常是因为前欠料和生产不平稳而产生的。
B 实际运行时间:实际运行时间=实际开机时间-(故障时间+调整时间),实际运行时间因为故障及换模、换线、作业等待而减少。
D实际操作时间:实际有效操作时间=实际运行时间-速度损失时间,设备通常因设备性能降低、设备设计制造不合理造成的瞬停现象及员工技能因素造成速度损失。
F合格品数:实际生产合格品所需要时间=日历时间-(设备闲置时间+设备空闲时间+故障时间+调整时间+损度损失时间)-(不良品生产时间+返修良品生产时间),注:不良品生产时间包含返修后不良品的生产时间。
可以看出,生产过程中的损失是非常多的,企业提升的空间和潜力是非常巨大的,要提升企业空间,可以从以下几点进行考虑:
1.降低设备闲置时间,生产计划取决于订单,库存是万恶之源,企业应按订单进行生产计划下达,如何取得更多订单呢,针对现代市场的个性化需求,少批量、多品种、短交期订单接纳能力将决定企业的订单多少,最终会反映到企业OEE数据上来,OEE值越高,说明企业接收订单能力越强;
2.降低设备空闲时间,应欠料和生产不平稳会造成设备空闲,要降低设备空闲,好的做法可以参照丰田模式的:依照标准作业(标准手持、标准走动、标准时间)生产、平准化生产(合理分配工艺),一个流生产;
3.降低故障时间,故障维修设备管理的核心,降低故障时间,从三方面入手:
一是加强自主保全,使员工正确的操作设备,正确的维护设备;
二是加强维修队伍的专业保全,提高故障响应时间和故障处理时间;
三是建立润滑、点检预防机制,使设备故障防患于未然。
4. 降低调整时间,做好工装、模具的管理,运用总成件等方式,降低换模、换线时间。
5.降低损度损失时间,通过对设备定期检修,局部改善降低损失时间,并制定标准作业工艺,对员工加强技能培训,保证每个人都按标准时间生产产品。
6.降低不良品生产及返修良品的生产,通过对设备进行品质改良,杜绝非设备原因造成设备不良品。当出现返修时,返修时间会造成性能开动率偏低于真实值,在生产中应用直通率和返修率进行控制考核!
TPM,点检,班组建设,管理能力咨询培训@左明军老师.微信:13808969873

 关联文章
关联文章


 精彩导读
精彩导读



 热门文章
热门文章 最新标签
最新标签